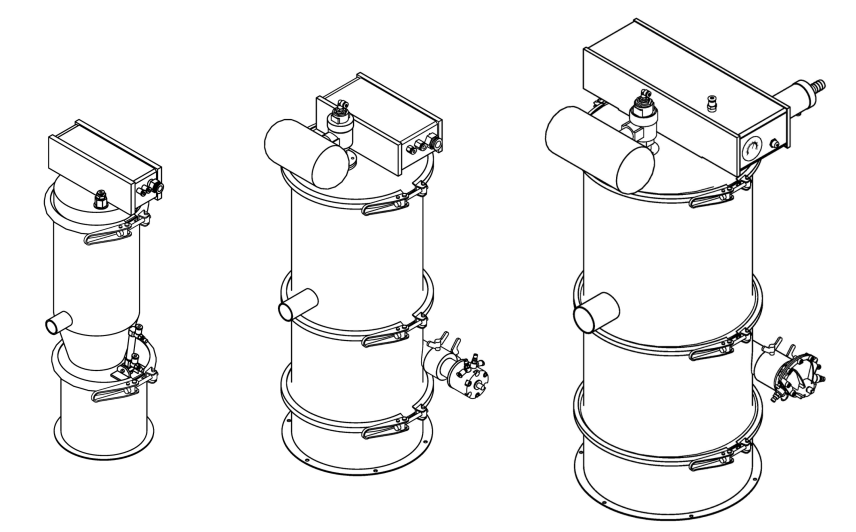
Pneumatyczny przenośnik próżniowy serii QVC
Zasada działania
Podajnik próżniowy jest maszyną podającą próżnię wykorzystującą pneumatyczną pompę próżniową jako źródło podciśnienia.Dzięki temu podajnikowi próżniowemu materiały mogą być przenoszone bezpośrednio z pojemnika do mieszalnika, reaktora, silosu, tabletkarki, maszyny pakującej, sita wibracyjnego, granulatora, maszyny do napełniania kapsułek, granulatora mokrego, granulatora suchego i dezintegratora.Korzystanie z tego podajnika może zmniejszyć pracochłonność pracowników, położyć kres zanieczyszczeniu proszkami i zapewnić, że proces produkcyjny spełnia wymagania GMP.
Po naciśnięciu klawisza „ON/OFF” sprężone powietrze dostaje się do pompy próżniowej i opróżnianie leja, napędzane przez cylinder pneumatyczny, zostaje zamknięte, w leju powstaje podciśnienie.Podajnik próżniowy utworzy strumień powietrza pod próżnią.Pod wpływem tego strumienia powietrza materiał jest podawany przez wąż do leja próżniowego.Po pewnym czasie (czas podawania, regulowany) sprężone powietrze zostaje odcięte, pneumatyczna pompa próżniowa nie może wytworzyć podciśnienia i następuje otwarcie leja zasypowego napędzanego cylindrem pneumatycznym, podciśnienie w podajniku próżniowym zanika, a materiał jest automatycznie odprowadzane z wyładunku do maszyny odbiorczej (takiej jak tabletkarka i maszyna pakująca).Tymczasem sprężone powietrze przechowywane w zbiorniku powietrza przedmuchuje filtr w odwrotnej kolejności, aby filtr był automatycznie czyszczony.Po pewnym czasie (czas wyładunku, nastawialny) następuje ponowne uruchomienie sprężonego powietrza, pneumatyczna pompa próżniowa wytwarza podciśnienie, wyładowanie zostaje zamknięte, podajnik podciśnieniowy ponownie podaje materiał, w ten sposób podajnik pracuje cyklicznie, aby materiał podawany do maszyny odbiorczej był w sposób ciągły.
W przypadku podajnika próżniowego z kontrolą poziomu materiału, automatyczne podawanie realizowane jest zasypem maszyny odbierającej materiał poprzez kontrolę poziomu materiału.Gdy poziom materiału jest wyższy niż pozycja w leju maszyny odbierającej materiał, podajnik próżniowy przestaje podawać, ale gdy poziom materiału jest niższy niż pozycja w leju, podajnik próżniowy automatycznie rozpoczyna podawanie.W ten sposób karmienie na maszynie odbierającej materiał jest zakończone.
Specyfikacja techniczna
| Model | Objętość karmienia (kg/h) | Zużycie powietrza (L/min) | Ciśnienie dostarczanego powietrza (Mpa) |
| QVC-1 | 350 | 180 | 0,5-0,6 |
| QVC-2 | 700 | 360 | 0,5-0,6 |
| QVC-3 | 1500 | 720 | 0,5-0,6 |
| QVC-4 | 3000 | 1440 | 0,5-0,6 |
| QVC-5 | 6000 | 2880 | 0,5-0,6 |
| QVC-6 | 9000 | 4320 | 0,5-0,6 |
①Sprężone powietrze powinno być wolne od oleju i wody.
②Wydajność karmienia została określona przy 3 metrach odległości karmienia.
③Pojemności podawania różnią się znacznie w przypadku różnych materiałów.
Debugowanie i instalacja
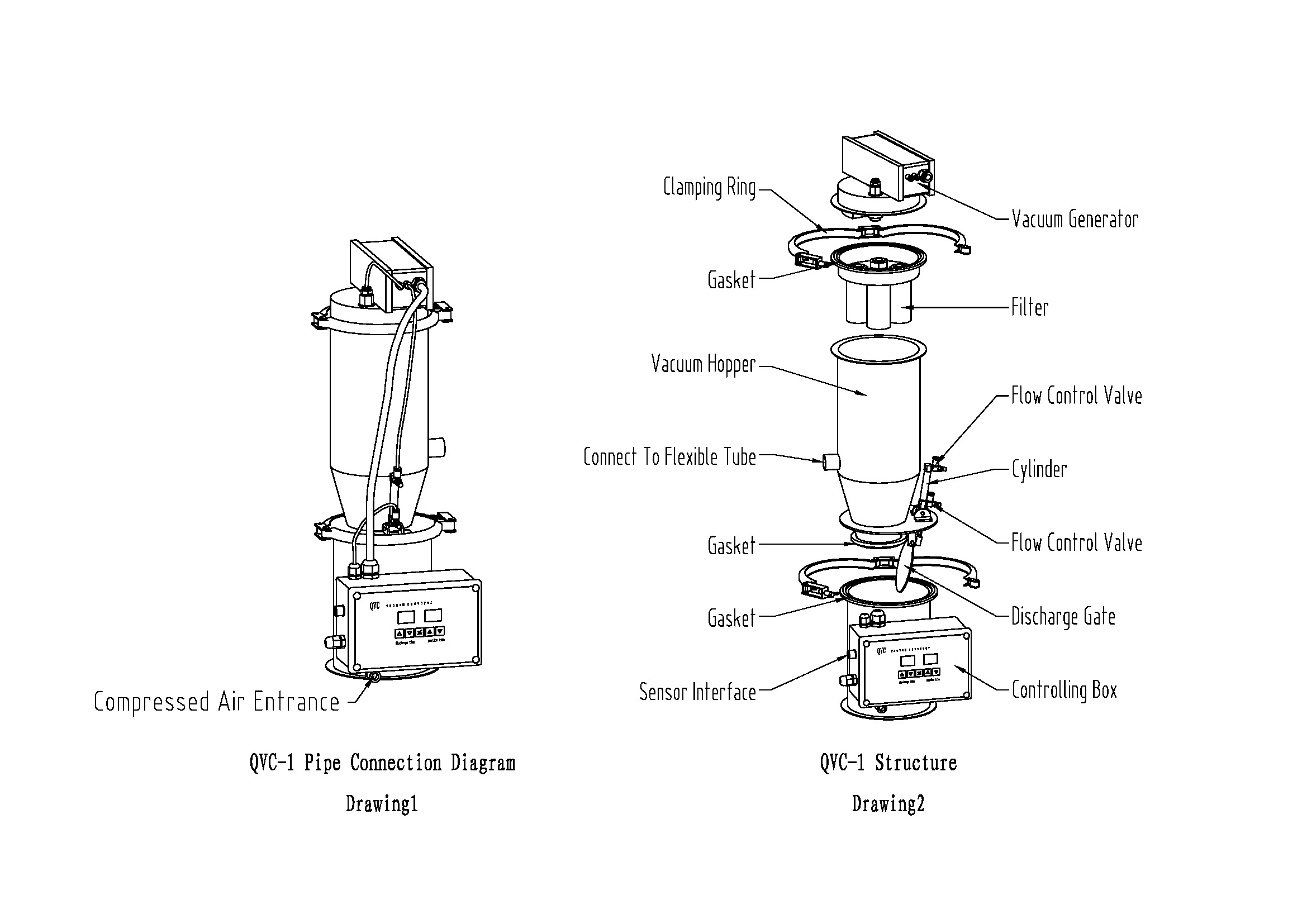
1. Zamocuj lej próżniowy do leja prasy arkuszowej lub maszyny pakującej (lub innych maszyn) za pomocą pierścienia.W przypadku, gdyby leja podciśnieniowego nie można było bezpośrednio przymocować do leja samowyładowczego maszyny odbierającej materiał, można by wykonać wspornik do mocowania leja podciśnieniowego.
2. Skrzynka sterownicza jest zawieszona na leju próżniowym w momencie dostawy towaru, może być zawieszona w dowolnym innym odpowiednim miejscu w zależności od warunków pracy.
3.Podłączenie rury do sprężonego powietrza.
A. Dobór średnicy rury do wlotu sprężonego powietrza (w odniesieniu do pomieszczenia instalacji maszyn):
Wybierz rurę 1/2″ dla QVC-1,2,3;
Wybierz rurę 3/4″ dla QVC-4,5,6;
Bezpośrednio użyć rury φ10 PU do podajnika próżniowego QVC-1.
B. Zawór kulowy lub zawór dekompresyjny filtra należy zamontować w miejscu, w którym przewód sprężonego powietrza wchodzi do pomieszczenia maszyny.
C. W przypadku QVC-1, 2 podajniki próżniowe, podłącz wylot zaworu dekompresyjnego filtra do złącza wlotowego sprężonego powietrza w dolnej części skrzynki sterowniczej.Rozmiar przewodu sprężonego powietrza powinien być taki sam, jak przyłącza wlotowego sprężonego powietrza w dolnej części skrzynki sterowniczej.
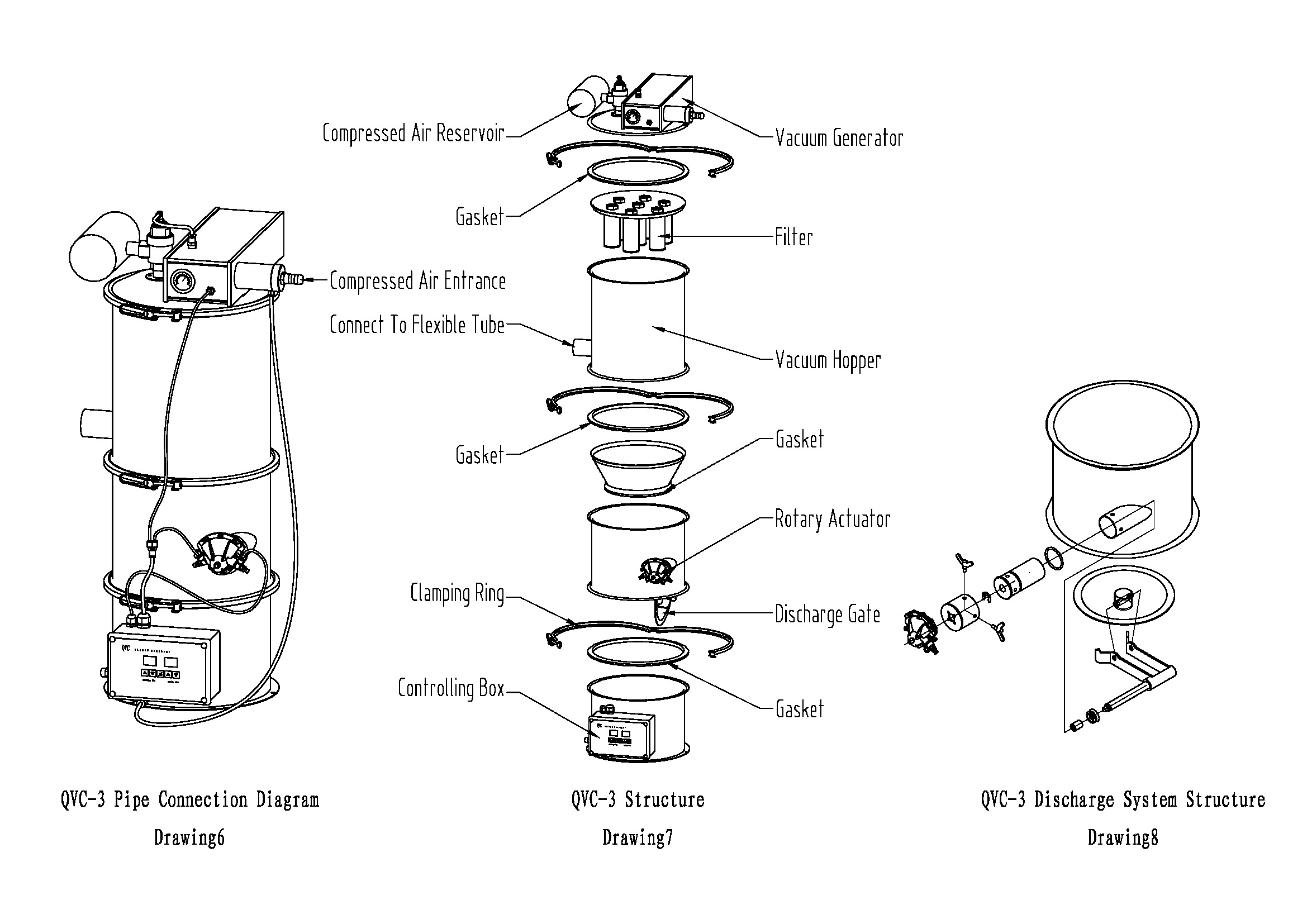
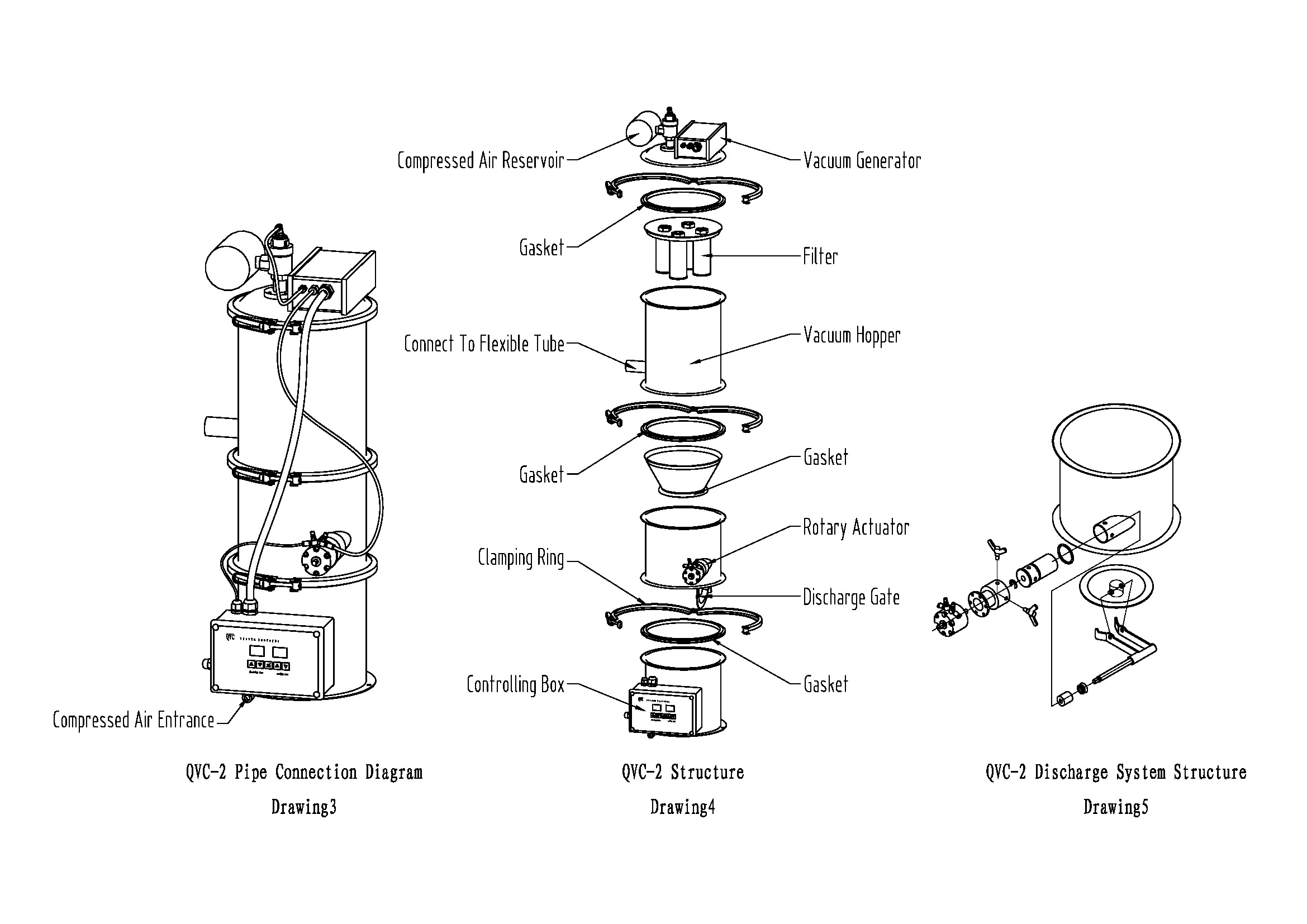
D. W przypadku podajników podciśnieniowych QVC-3, 4, 5, 6 podłącz wylot zaworu dekompresyjnego filtra bezpośrednio do złącza wlotowego generatora podciśnienia.Rozmiar przewodu sprężonego powietrza powinien być taki sam jak przyłącza wlotowego sprężonego powietrza na generatorze podciśnienia.
E. Podłącz przewód sprężonego powietrza między skrzynką sterującą a generatorem podciśnienia zgodnie ze schematami 1 i 3.
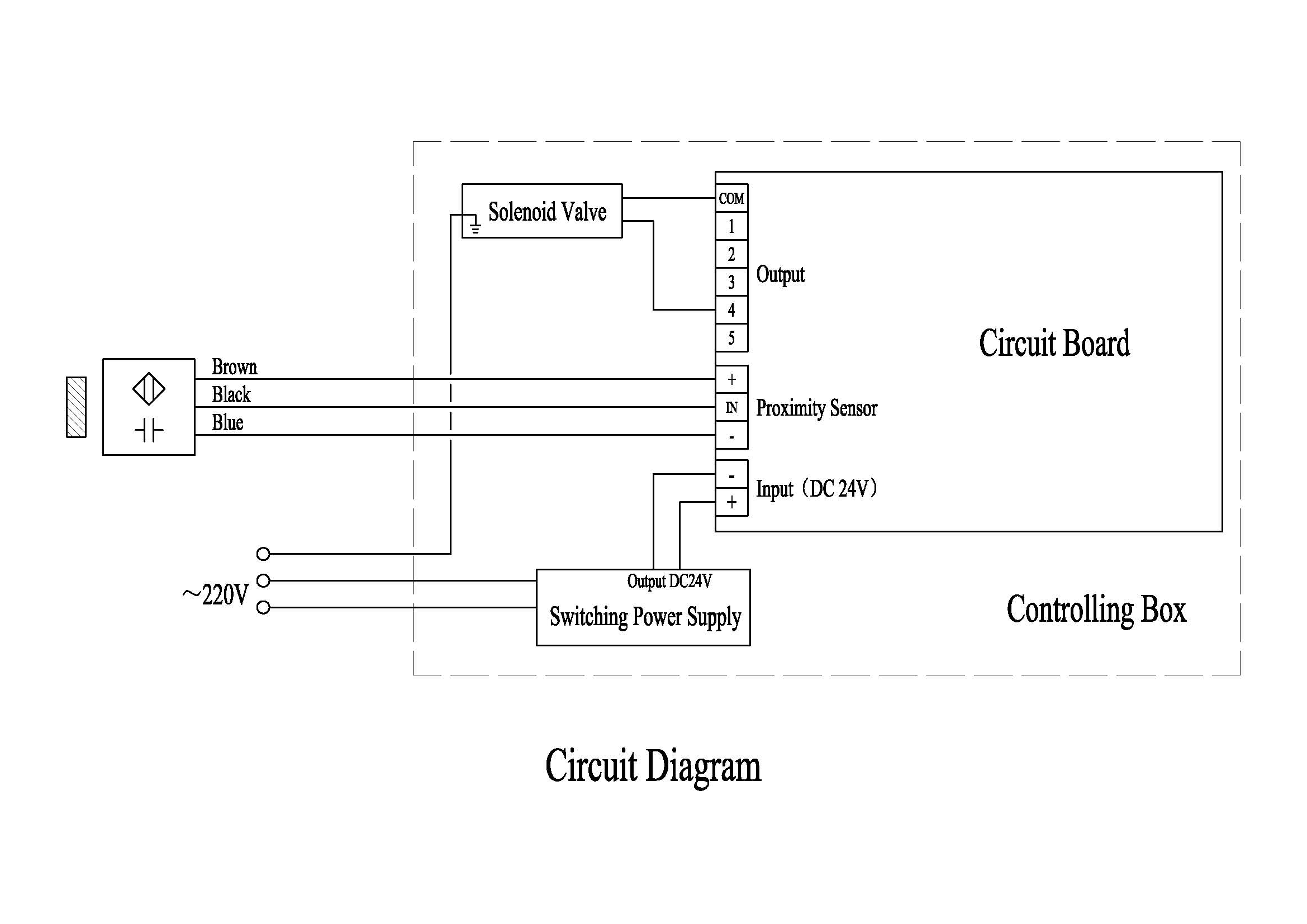
4. Podłącz wtyczkę AC 220 V do gniazda zasilania, wyświetlacz czasu na skrzynce sterowniczej jest teraz włączony, oznacza to, że zasilanie zostało podłączone do systemu.Uwaga kabel zasilający musi być 3-liniowy.Szafa sterownicza musi być niezawodnie uziemiona, aby uniknąć sytuacji, w której układ sterujący wyląduje z powodu zakłóceń.Zobacz schematy elektryczne dla schematu okablowania skrzynki sterowniczej.
5. Dotknij klawisza, aby zwiększyć/skrócić czas.Ustaw czas podawania na 5-15 sekund i ustaw czas rozładowania na 6-12 sekund.Dla materiałów sypkich czas podawania powinien być krótszy, a czas wyładunku dłuższy, natomiast dla materiałów peletowych czas podawania powinien być dłuższy, a czas rozładunku krótszy.
6.Naciśnij przycisk „ON/OFF” sprężone powietrze jest podawane do generatora podciśnienia, próżnia jest wytwarzana w leju próżniowym i jest realizowane.
7.W tym momencie należy zwrócić uwagę na ciśnienie sprężonego powietrza.Ciśnienie dostarczanego powietrza powinno wynosić 0,5-0,6Mpa.Ciśnienie dostarczanego powietrza odnosi się do ciśnienia sprężonego powietrza w układzie podczas pracy generatora podciśnienia, czyli podczas podawania.Na generatorze podciśnienia znajduje się wskaźnik dla QVC-3, 4, 5, 6 i odczyt na wskaźniku należy traktować jako standard.Jednak w przypadku QVC-1, 2 na generatorze podciśnienia nie ma wskaźnika, a wskaźnik na zaworze dekompresyjnym filtra należy traktować jako standard.Podczas debugowania należy zwrócić szczególną uwagę, aby ciśnienie dostarczanego powietrza 0,5-0,6Mpa odnosiło się do ciśnienia powietrza w systemie podczas podawania.Podczas rozładowania lub w trybie gotowości ciśnienie wyświetlane na manometrze na zaworze dekompresyjnym filtra powinno wynosić 0,7-0,8Mpa.Wielu użytkowników, instalując podajniki, często ustawia zawór dekompresyjny filtra na 0,6Mpa.Jeżeli w tym czasie generator podciśnienia zacznie działać, ciśnienie w układzie nagle spada do 0,4Mpa, co skutkuje awarią zasilania lub krótką wydajnością zasilania.W przypadku podawania na duże odległości lub większej wydajności podawania ciśnienie powietrza w systemie musi osiągnąć 0,6 MPa.
Rozwiązywanie problemów
Brak podawania lub brak wydajności podawania na podajniku sprawdzić podajnik zgodnie z poniższą procedurą:
1. Jeśli ciśnienie dostarczanego powietrza osiąga 0,5-0,6Mpa.Ciśnienie dostarczanego powietrza odnosi się do ciśnienia powietrza w układzie podczas pracy generatora podciśnienia.
2. Jeśli wyładowanie jest hermetyczne.
A. Po długotrwałej pracy na wyładowaniu osadza się pewien gęsty proszek, co powoduje luźne wyładowanie i wyciek próżni.Następnie zrzut należy oczyścić.
B. Po długotrwałym użytkowaniu uszczelka na wylocie ściera się, co powoduje luźne wyładowanie i wyciek podciśnienia.Następnie należy wymienić uszczelkę.
C. Po długotrwałym użytkowaniu coś nie działa z wydajnością i skokiem siłownika pneumatycznego.Następnie należy wymienić cylinder.
3. Filtr jest zablokowany.Przedmuchaj filtr dyszą sprężonego powietrza w kierunku do przodu i do tyłu.Jeśli filtr jest przyspieszony, zostaje odblokowany.Jeśli czujesz, że filtr się udusił, oznacza to, że filtr jest zablokowany i należy go wymienić.Lub włóż zablokowany filtr do myjki ultradźwiękowej na 30 minut w celu oczyszczenia.
4. Wąż ssący materiału jest zablokowany przez duży aglomerat.Zwykle dzieje się to na wlocie ssawki do materiału ze stali nierdzewnej lub na wlocie do leja próżniowego.
5. Pierścienie zaciskowe nie są przymocowane między głowicą pompy a lejem, między sekcjami leja, co powoduje nieszczelność systemu i nieprawidłowe podawanie lub zmniejszoną wydajność podawania.
6. System nadmuchu wstecznego działa nieprawidłowo.Za każdym razem, gdy podajnik rozładowuje materiał, sprężone powietrze w zbiorniku powietrza przedmuchuje filtr w odwrotnym kierunku, aby zapewnić, że na powierzchni filtra znajduje się cienki proszek.W przypadku awarii systemu nadmuchu wstecznego, gęstszy proszek osadza się na powierzchni filtra, zwiększone opory uniemożliwiają podawanie na podajnik próżniowy.W takim przypadku należy wymienić układ nadmuchu wstecznego.
Czyszczenie
W aptekach ze względu na różne odmiany i numery partii należy często czyścić dozowniki próżniowe.W pełni uwzględniliśmy to wymaganie użytkowników, projektując pneumatyczne podajniki podciśnieniowe.Do czyszczenia użytkownik musi tylko wykonać następujące czynności:
1. Poluzuj agrafy, aby zdjąć zespół pneumatycznej pompy próżniowej.Pneumatyczna pompa próżniowa, zbiornik powietrza i pokrywa są połączone jako zintegrowany zespół, który nie wymaga czyszczenia wodą.
2. Zdejmij zespół filtra i wydmuchaj proszek na rurze filtra sprężonym powietrzem.Następnie umyj go kilkakrotnie gorącą wodą.Po umyciu przedmuchać sprężonym powietrzem pozostałą wodę na ściance rury filtra.Teraz rura filtra powinna być bardzo szybka po wielokrotnym przedmuchiwaniu.Jeśli czujesz, że filtr się udusił, oznacza to, że w ścianie rury filtrującej pozostała jeszcze resztka wody.I musisz dalej nadmuchać go sprężonym powietrzem, a następnie pozwolić mu ostygnąć lub wysuszyć.
3. Poluzować pierścienie zaciskowe, zdjąć lej próżniowy i przemyć lej wodą.